
Since 1946, TORO has developed a broad portfolio of food products such as soups, sauces, oven dishes, baking mixes and chilled ready meals. TORO has its main factory in Arna, Bergen, where dried products are produced in a gentle way, preserving both taste and nutrients. Ever since the TORO factory was built in 1968, it has seen a continuous development.
The company recently added 5 automated forklift trucks from Toyota to their existing fleet. The AGV's will handle a large number of goods transports in order to increase their competitiveness. “We are amongst the first in the Orkla group in Norway and Sweden with automated forklift trucks on such a large scale,” says the TORO warehouse manager Öyvind Steinsland.

“We are constantly looking into possibilities for improvement to drive the factory forward,” says Steinsland, who has been working at the factory for 43 years. “How are goods packaged faster? How is food waste reduced? How can goods be moved smarter? These are just some of the topics that the factory is working on, and to the last question our long-term partner Toyota could answer us with their AGV's.”
Over 30.000 transport missions that were previously carried out manually, are now carried out by automated trucks. “We can move goods in the factory much faster and cheaper than before. This strengthens our competitiveness,” says Steinsland. After 10 months of testing, 5 Autopilot stackers from Toyota are now used to transport waste, deliver material and goods to the packaging and transport finished goods back to the storage area.

The automated stacker trucks from Toyota are working side by side with manual trucks and/or operators walking around the area. Throughout the process, Steinsland and project leader Kjell-Inge Skare have cooperated closely with the Toyota team, emphasising that safety is key. “Extra safety sensors were fitted to the AGV's and special safety sensors at the mezzanines where the high-lifting manual trucks are working,” Steinsland explains. The automated trucks have a maximum speed of 1,2 m/s and if the technology for any reason would not work, the forklifts can be driven manually. “Having the possibility of manual driving is also important to ensure that an error on the automated truck will not impact production,” says Steinsland.
“Here at the factory we have 450 different types of goods that need to be moved. Goods should be picked and returned to the warehouse, mixtures should be transported from intermediate storage to packaging and so on,” says Steinsland and continues, “this results in a high number of transport missions throughout the year at the factory. The plan is to utilise more automated trucks for these tasks in the future.”

Using automated trucks in manual storage environments can be a challenging combination. At the Coop regional warehouse in Trondheim, the warehouse employees have learned to work safely with the automated stackers.

Kvik has streamlined its internal transport with two automated stackers from Toyota Material Handling.
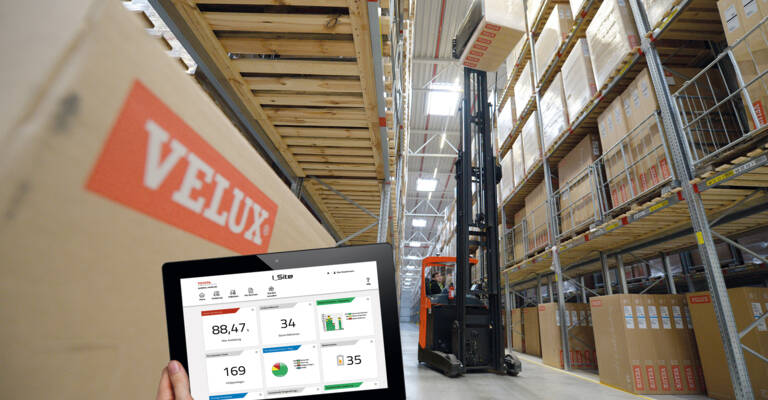
As the world's largest manufacturer of roof windows, VELUX creates a better living environment and quality of life under the roof. I_Site fleet management system provides support in this.

Ecochem International produces fire retardant additives based on environmentally friendly chemicals in its new factory in Willebroek. Ecochem opted not only for Toyota forklift trucks, but also for the racking and shuttle system.